栏目分类
热点资讯
你的位置:亚博棋牌官网(官方)网站/网页版登录入口/手机版APP下载 > 新闻中心 > 亚博棋牌官网③螺旋角:为使铣削平静-亚博棋牌官网(官方)网站/网页版登录入口/手机版APP下载
亚博棋牌官网③螺旋角:为使铣削平静-亚博棋牌官网(官方)网站/网页版登录入口/手机版APP下载
发布日期:2024-10-08 10:04 点击次数:85
庸碌的说,夹具便是六个点(3+2+1:三点定面、两点定线、少许固定),而机加工需要贬责变形。常见的铝零件加工变形的原因好多,与材质、零件时局、坐蓐要求等王人推敲系。主要有几个方面:毛坯内应力引起的变形,切削力、切削热引起的变形亚博棋牌官网,夹紧力引起的变形。
1减少铝加工变形的工艺要领1.缩小毛坯内应力
遴选当然或东说念主工时效以及振动处理,均可部分清除毛坯的内应力。事前加工亦然行之灵验的工艺阵势。对较大的毛坯,由于余量大,故加工后变形也大。若事前加工掉毛坯的弥漫部分,缩小各部分的余量,不仅不错减少以后工序的加工变形,况兼事前加工后摒弃一段技能,还不错开释一部天职应力。图1举例图1所示为大梁零件,毛坯时局如图双点划线所示重60kg,而零件仅重3kg。若按图中虚线所示一次性加工成形,平面渡罪状可高达14mm,若按图中实线进行预加工,当然时效一段技能后再加工成形为所需要的零件,则平面渡罪状不错减小到3mm。图2图2为某型号穿盖器零件,局部最小厚度仅为3mm,加工前的毛坯厚度为20mm。不错上加工中心用压板换压的阵势将零件径直加工到尺寸,然则从职责台上取下来时,零件底部两头会进取翘起,形成尺寸严重超差甚而报废。图3是以在加工之前,先在毛坯上开一个应力开释槽,如图3实线位置所示,再从职责台上取下,当然时效1~2h,让变形尽量在此时沿途发生。之后,加多一个钳工校平工序将零件校平,则零件在后续加工中变形量会大幅度地缩小。2.改善刀具的切削才智刀具的材料、几何参数对切削力、切削热有紧迫的影响,正确遴荐刀具,对减少零件加工变形至关紧迫。(1)合理遴荐刀具几何参数。①前角:在保合手刀刃强度的要求下,前角合适遴荐大一些,一方面不错磨出邪恶的刃口,另外不错减少切削变形,使排屑顺利,进而缩小切削力和切削温度。切忌使用负前角刀具。②后角:后角大小对后刀面磨损及加工名义质料有径直的影响。切削厚度是遴荐后角的紧迫要求。粗铣时,由于进给量大,切削负荷重,发烧量大,要求刀具散热要求好,因此,后角应遴荐小一些。精铣时,要求刃口邪恶,减轻后刀面与加工名义的摩擦,减小弹性变形,因此,后角应遴荐大一些。③螺旋角:为使铣削平静,缩小铣削力,螺旋角应尽可能遴荐大一些。④主偏角:合适减小主偏角不错改善散热要求,使加工区的平均温度下落。(2)改善刀具结构。①减少铣刀齿数,加大容屑空间。由于铝件材料塑性较大,加工中切削变形较大,需要较大的容屑空间,因此容屑槽底半径应该较大、铣刀齿数较少为好。②精磨刀齿。刀齿切削刃部的纯粹度值要小于Ra=0.4um。在使用新刀之前,应该用细油石在刀齿前、背面轻轻磨几下,以清除刃磨刀齿时残留的毛刺及幽微的锯齿纹。这么,不但不错缩小切削热况兼切削变形也比拟小。③严格畛域刀具的磨损尺度。刀具磨损后,工件名义纯粹度值加多,切削温度高潮,工件变形随之加多。因此,除选用耐磨性好的刀具材料外,刀具磨损尺度不应该大于0.2mm,不然容易产生积屑瘤。切削时,工件的温度一般不要跳跃100℃,以辞谢变形。3.改善工件的装夹阵势关于刚性较差的薄壁铝件工件,不错遴选以下的装夹阵势,以减少变形:(1)关于薄壁衬套类零件,如若用三爪自宽解卡盘或弹簧夹头从径向夹紧,加工后一朝收缩,工件势必发生变形。此时,应该诳骗刚性较好的轴向端面压紧的阵势。以零件内孔定位,好处一个带螺纹的穿心轴,套入零件的内孔,其上用一个盖板压紧端面再用螺帽背紧。加工外圆时就可幸免夹紧变形,从而得到清闲的加工精度。(2)对薄壁薄板工件进行加工时,最佳选用真空吸盘,以赢得散播均匀的夹紧力,再以较小的切削用量来加工,不错很好地辞谢工件变形。(3)使用填塞法。为加多薄壁工件的工艺刚性,可在工件里面填充介质,以减少装夹和切削历程中工件达变形。举例,向工件内灌入含3%~6%硝酸钾的尿素熔融物,加工以后,将工件浸入水或乙醇中,就不错将该填充物熔解倒出。4.合理安排工序高速切削时,由于加工余量大以及断续切削,因此铣削历程常常产生振动,影响加工精度和名义纯粹度。是以,数控高速切削加工工艺历程一般可分为:粗加工-半精加工-清角加工-精加工等工序。关于精度要求高的零件,巧合需要进行二次半精加工,然后再进行精加工。粗加工之后,零件不错当然冷却,清除粗加工产生的内应力,减小变形。粗加工之后留住的余量应大于变形量,一般为1~2mm。精加工时,零件精加工名义要保合手均匀的加工余量,一般以0.2~0.5mm为宜,使刀具在加工历程中处于平静的景色,不错大大减少切削变形,赢得开阔的名义加工质料,保证家具的精度。2幸免铝变形的6种操作阵势除了改善刀具性能以及事前遴选时效处理清除材料的内应力除外,在内容操作中,使用适应的操作阵势不错灵验幸免材料的加工变形。
1.对称加工法
关于加工余量大的零件,为使其在加工历程中有比拟好的散热要求,幸免热量贴近,加工时,宜遴选对称加工。如有一块90mm厚的板料需要加工到60mm,若铣好一面后立即铣削另一面,一次加工到临了尺寸,则平面度达5mm;若遴选反复进刀对称加工,每一面分两次加工到临了尺寸,可保证平面度达到0.3mm。
2.分层屡次加工法
如若板材零件上有多个型腔,如下图所示。加工时,不宜遴选一个型腔一个型腔的顺次加工阵势,这么容易形成零件受力不均匀而产生变形。遴选分层屡次加工,每一层尽量同期加工到所有的型腔,然后再加工下一个档次,使零件均匀受力,减小变形。
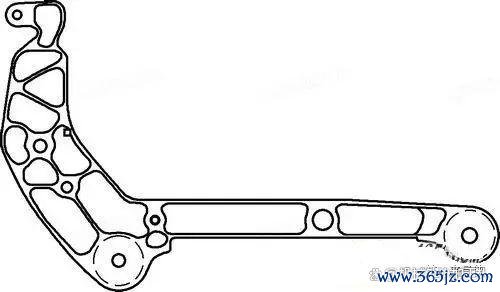
图4
3.适应遴荐切削用量
通过改革切削用量来减少切削力、切削热。在切削用量的三因素中,背吃刀量对切削力的影响很大。如若加工余量太大,一次走刀的切削力太大,不仅会使零件变形,况兼还会影响机床主轴刚性、缩小刀具的耐费用。如若减少背吃刀量,又会使坐蓐效力大打扣头。不外,在数控加工中王人是高速铣削,不错克服这一贫乏。在减少背吃刀量的同期,只有相应地增猛进给,普及机床的转速,就不错缩小切削力,同期保证加工效力。
4.走刀端正要厚爱
粗加工和精加工应该遴选不同的走刀端正。粗加工强调的是普及加工效力,追求单元技能内的切除率,一般可遴选逆铣。即以最快的速率、最短的技能切除毛坯名义的弥漫材料,基本形成精加工所要求的几何抽象。而精加工所强调的是高精度高质料,宜遴选顺铣。因为顺铣时刀齿的切削厚度从最大徐徐递减至零,加工硬化进度大为减轻,同期减轻零件的变形进度。
5.薄壁件二次压紧
薄壁工件在加工时由于装夹产生变形,即使精加工亦然难以幸免的。为使工件变形减小到最低截止,不错在精加工行将达到临了尺寸之前,把压紧件松一下,使工件解放复原到原状,然后再幽微压紧,以刚能夹住工件为准,这么不错赢得理思的加工成果。总之,夹紧力的作用点最佳在支承面上,夹紧力应作用在工件刚性好的观点,在保证工件不松动的前提下,夹紧力越小越好。
6.先钻后铣加工法
在加工带型腔零件时,加工型腔时尽量不要让铣刀像钻头似的径直向下扎入零件,导致铣刀容屑空间不够,排屑不顺畅,形成零件过热、延长以及崩刀、断刀等不利阵势。要先用与铣刀同尺寸或大一号的钻头钻下刀孔,再用铣刀铣削。能够,不错用CAM软件坐蓐螺旋下刀阵势。
#金秋图文激发赛#亚博棋牌官网